电气技术
电气技术
-
埋弧焊焊接电流I及电流极性对焊缝成形的影响
电气技术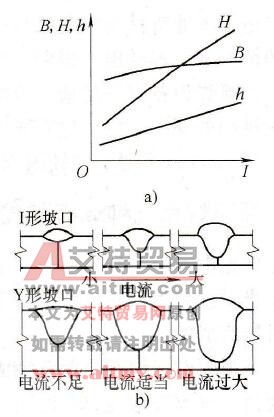
1) 焊接电流 I 的影响 当其他工艺参数不变时,焊接电流对焊缝成形的影响如图 1 所示。 图 1 焊接电流对焊缝成形的影响 a) 焊接电流对焊缝形状影响的规律 b) 焊接电流变化对焊缝形状的...
阅读更多 -
埋弧焊I形坡口加垫双面焊工艺参数
电气技术
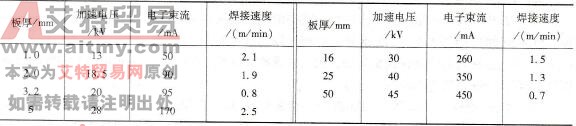
在焊前应根据工件厚度预留一定间隙,不同板厚的预留间隙和焊接工艺参数见表 2-71 。 表 2-71I 形坡口加垫双面焊工艺参数 注:焊剂 HJ431 ,焊丝直径 5mm 。 焊正面焊缝时,可采用焊剂垫...
阅读更多 -
焊丝、焊剂的熔敷金属力学性能试验技术方法
电气技术
1) 力学性能试件制备 ①试件按图 2-40 所示的平焊位置制备,焊前焊剂应在 250~400 ℃烘干 1~2h 或按制造厂推荐的烘干规范进行。 图 2-40 射线探伤和力学性能试验的试件制备 ②所用试板按...
阅读更多 -
埋弧焊焊接电弧电压对焊缝成形的影响
电气技术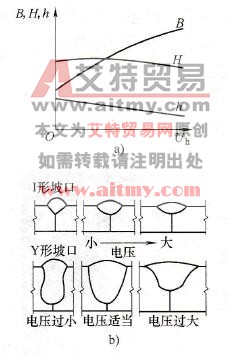
埋弧焊的工艺参数主要是焊接电流、电弧电压和焊接速度。它们对焊缝的形状和尺寸有较大的影响。其他参数还有焊丝直径、焊丝伸出长度、焊丝倾角、电流种类和极性等。 当其他参数...
阅读更多 -
埋弧焊X形或V形坡口的双面焊工艺参数如何选择
电气技术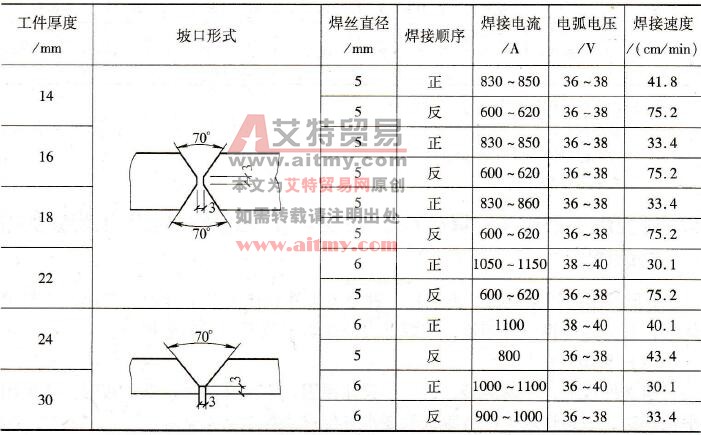
对于厚度较大的工件对接焊缝,采用 X 形坡口或 V 形坡口进行双面焊,焊接工艺参数见表 1 。 表 1 X 形、 V 形坡口双面焊工艺参数 注:焊剂 HJ431 ,焊接用交流电,正面焊缝用焊剂垫防...
阅读更多 -
焊丝、焊剂的焊缝射线探伤试验技术方法
电气技术1) 焊缝射线探伤试验在试件截取拉伸试样、冲击试样之前进行,探伤试验前应去掉垫板。若试件需做焊后热处理时,射线探伤在热处理前、后均可进行。 2) 焊缝射线探伤试验按《钢熔化...
阅读更多 -
埋弧焊焊接速度v对焊缝成形的影响
电气技术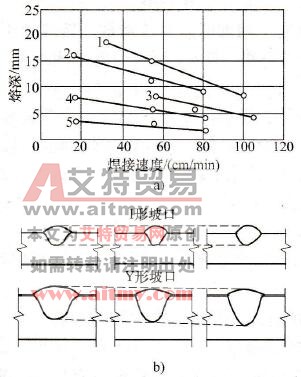
1) 对焊缝成形的影响 当其他参数不变时,焊接速度对焊缝成形的影响见图 1 。 焊接速度增加时,熔深 H 和熔宽 B 都减小,但焊接速度过高时,会产生咬边、未焊透、电弧偏吹和气孔等...
阅读更多 -
薄板埋弧焊的工艺参数如何选择
电气技术
薄板埋弧焊必须采用细直径焊丝、细颗粒焊剂,严格控制装配间隙,最好在装有焊剂垫、铜垫的电磁平台上焊接;当装配间隙很小时,也可悬空焊。薄板埋弧焊工艺参数见表 1 。 表 1...
阅读更多 -
焊丝、焊剂的熔敷金属中扩散氢含量试验技术方法
电气技术熔敷金属中扩散氢含量测定方法按《熔敷金属中扩散氢测定方法》 (GB / T3965-1995) 进行。在进行熔敷金属中扩散氢含量试验时,焊接速度可以增加到最大 45 m/h 。...
阅读更多 -
埋弧焊焊丝直径与干伸长对焊缝成形的影响
电气技术
1) 焊丝直径的影响 当其他参数不变,减小焊丝直径时,因电流密度增加,熔深增大,焊缝成形系数减小,详见表 1 。 表 1 焊丝直径对焊缝成形的影响 表 2 给出了不同直径焊丝适用的焊...
阅读更多
点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测